
全国服务热线

东光县鑫鹏程纸箱机械有限责任公司
联系人:毕经理
手机:13731727866
电话:0317-7751502
传真:0317-7750502
邮箱:2043115128@qq.com
河北省沧州市东光县城南小张工业区
送料系统
功能:将印刷模切后的纸板按顺序输送至加工工位。
关键部件:真空吸盘、皮带输送机、前缘送纸辊。
协同逻辑:通过伺服电机精确控制送料速度,与印刷、模切单元同步,确保纸板定位精度(误差≤1mm)。
印刷与模切单元
印刷模块:完成纸箱表面图文印刷,支持水性油墨、UV 油墨等,配备自动换版装置(换版时间<5 分钟)。
模切模块:通过模切刀版切割出纸箱成型所需的切口、压线和异形结构,采用液压或电动驱动,压力可调。
联动要点:印刷套色精度由视觉检测系统实时校准,模切相位与送料速度动态匹配,避免纸板拉伸变形。
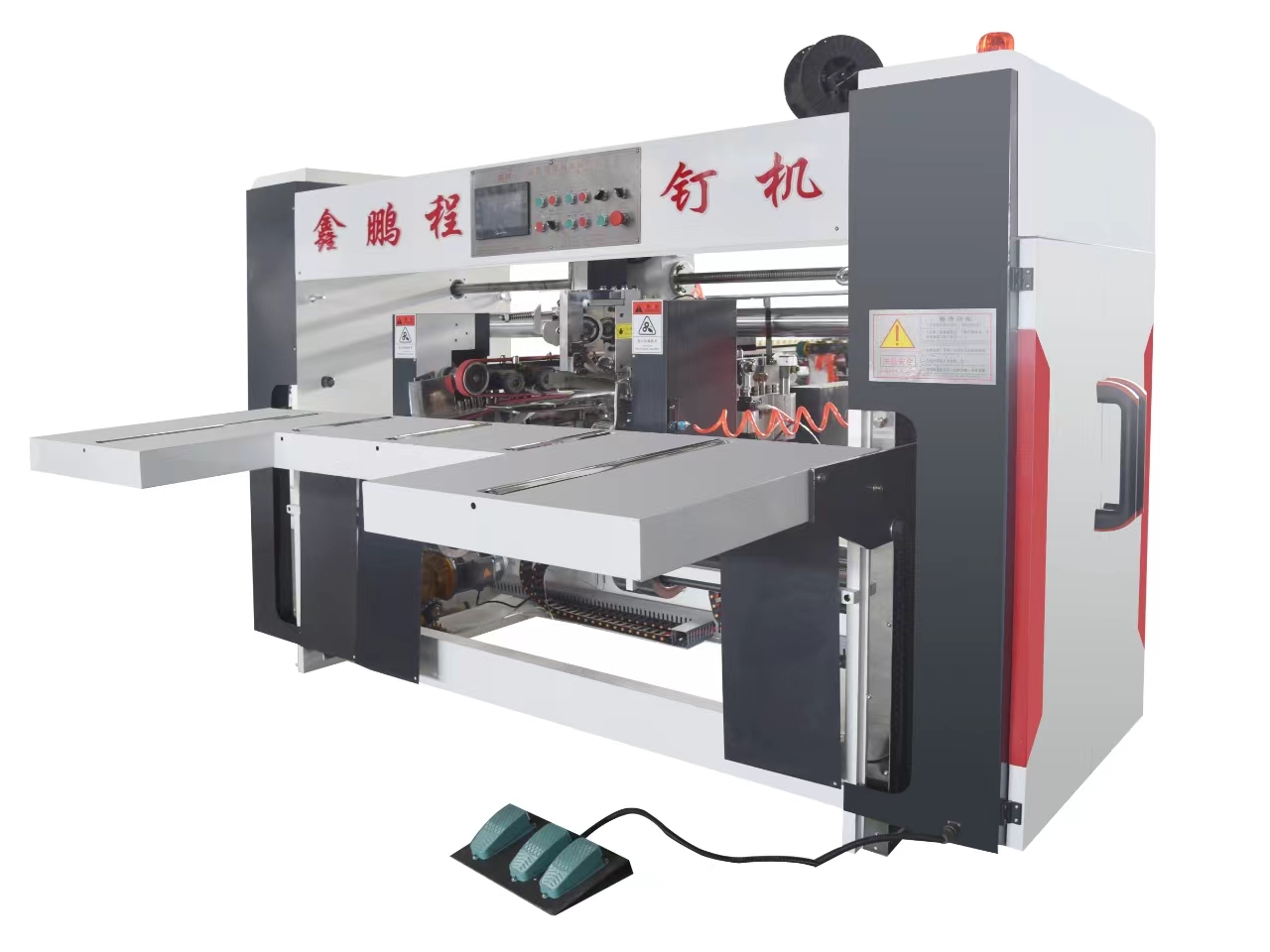
粘箱 / 钉箱单元
粘合模块:
涂胶装置:采用网纹辊或喷胶方式,均匀涂布热熔胶或白乳胶,涂胶量可根据纸箱材质调整(如三层瓦楞纸涂胶量约 2-3g/m²)。
压合机构:通过上下压辊施加压力(0.1-0.3MPa),确保粘合面贴合牢固,压合时间 0.5-1 秒。
钉合模块:
钉箱机:自动完成订钉输送、冲压,钉距可设置(常见 30-50mm),配备废钉收集装置。
检测传感器:实时监测订钉是否到位,缺钉时自动停机报警。
堆垛与出料系统
计数装置:通过光电传感器统计成品数量,达到设定值时自动推送至堆垛台。
堆垛机械手:采用吸盘或夹抱式结构,逐层堆叠纸箱,配备缓冲装置避免碰撞损伤。
输送线:将堆垛完成的纸箱输送至打包区或叉车存放点,可集成自动打包机。
二、协同作业流程解析
1. 送料与印刷模切协同
纸板上料:人工或自动上料机将纸板堆叠至送料台,真空吸盘逐张吸取并送入前缘送纸辊。
印刷套准:
首件纸板通过时,视觉检测系统(如 CCD 相机)扫描印刷图案,与标准模板对比偏差(X/Y 轴误差>0.5mm 时触发报警)。
控制系统自动调整印刷版辊相位,确保套色准确。
模切同步:
送料速度与模切刀版转速匹配(如送料速度 50 张 / 分钟,模切频率同步调整至 50 次 / 分钟)。
压力传感器实时监测模切力,异常时自动停机保护刀具。
2. 粘箱 / 钉箱与质量检测协同
工序选择:通过人机界面(HMI)切换粘箱或钉箱模式,系统自动调整涂胶位置或钉箱机构高度。
粘合过程:
涂胶辊随纸板移动同步转动,胶量由齿轮泵精确控制,避免积胶或缺胶。
压合辊压力根据纸板厚度自适应调节(如五层瓦楞纸压合压力 0.25MPa,三层纸 0.15MPa)。
钉合过程:
订钉由振动盘排序输送至钉枪,冲压速度与纸板输送速度匹配(误差≤0.2 秒)。
红外传感器检测订钉穿透情况,未穿透时触发补钉动作。
3. 出料与生产数据协同
堆垛计数:每堆叠满设定数量(如 50 个)后,堆垛台自动下降一层高度,同时计数器清零复位。
数据记录:
实时统计产量、废品率、设备运行时间等数据,生成生产报表。
联网后可接入工厂 MES 系统,实现订单进度追踪与设备状态远程监控。
三、关键技术与协同保障
伺服驱动与同步控制技术
采用多轴伺服系统(如西门子 S120、三菱 MR-J4),各单元电机通过电子凸轮同步,确保送料、印刷、模切、粘钉等动作相位一致。
同步精度达 ±0.05mm,速度波动≤±1%,适应高速生产(最高 150 张 / 分钟)。
智能检测与故障诊断系统
视觉检测:在线检测印刷色差、模切缺角、粘合偏移等缺陷,检测速度 50-100 张 / 分钟,识别率>99%。
故障诊断:通过 PLC 逻辑分析传感器信号,实时定位故障点(如送料卡顿、胶泵堵塞),并在 HMI 显示报警代码及处理指南。
快速换型技术
模块化设计:印刷版辊、模切刀版、钉箱模具采用快拆结构,更换时间<10 分钟。
参数记忆功能:存储不同纸箱规格的工艺参数(如涂胶量、钉距、压合压力),调用时自动适配。
四、协同作业优势与应用场景
效率提升:相比传统单机组合,粘钉效率提升 40%-60%,人均产能从 800-1000 个 / 班提升至 2000-3000 个 / 班。
质量稳定:粘合不良率<0.3%,钉箱漏钉率<0.1%,废品率较人工操作降低 80% 以上。
成本优化:减少人工 3-5 人 / 线,能耗降低 15%(伺服电机节能特性),耗材利用率提升 5%(精准涂胶 / 订钉)。
适用场景:
大批量标准纸箱生产(如家电、食品行业);
多品种小批量定制化生产(需快速换型功能);
对外观质量要求高的彩色纸箱(如品牌包装)。
五、典型故障与协同处理案例
故障现象:粘箱后纸箱粘合处开裂。
协同排查流程:
检测涂胶量:通过胶量传感器确认实际涂布量是否低于设定值(如标准 2.5g/m²,实测 1.8g/m²),调整齿轮泵转速。
检查压合压力:用压力测试仪测量压辊压力(标准 0.2MPa,实测 0.12MPa),调节气缸气压。
分析纸板含水率:用湿度计检测纸板含水率(标准 8%-10%,实测 12%),通知前道工序调整烘干温度。
处理结果:通过多模块协同调整,粘合不良率从 5% 降至 0.5%。
总结
全自动粘钉一体机的协同作业本质是 “机械精度 + 智能控制 + 流程优化” 的高度融合,通过各单元的动态同步与实时反馈,实现了纸箱生产从 “碎片化人工操作” 到 “全流程自动化” 的升级。未来发展趋势将更注重柔性化生产(如兼容更多箱型)、绿色节能(低胶量技术、废钉回收)及智能化互联(与工业互联网平台对接),进一步提升包装行业的数字化水平。
Dongguang Xinpengcheng Carton Machinery Co., Ltd
联系人:毕经理
电话:0317-7751502
手机:13731727866
地址:河北省沧州市东光县城南工业区

扫一扫添加微信
免费咨询热线
400-0918-766
 在线咨询
在线咨询













